Zhishang Steel Co., Ltd
Integrity · Pragmatic · Perfect · Fast · Assured - international brand
Phone: +86-531-88752665
Welcome to Zhishang Steel Co., Ltd.
TEL: (Gavin) +86-15665898999 | Email : info@zhishangsteel.com

Zhishang Steel Co., Ltd
Integrity · Pragmatic · Perfect · Fast · Assured - international brand
Phone: +86-531-88752665
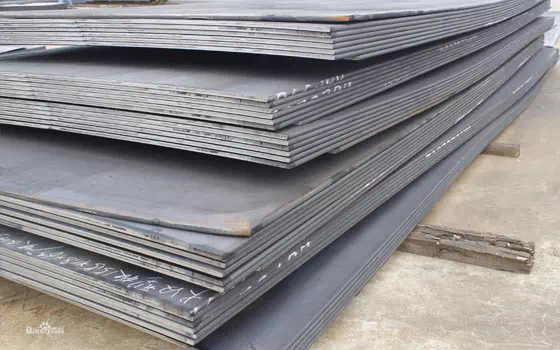
Location:Home>>News>>Company News » Sheet steel forming process

Email:info@zhishangsteel.com
Tel:+86-13964085002
Whatsapp:+86-13964085002
Phone:+86-531-88752665
MessageBlanking
Blanking is a stamping process that uses a die to separate materials. Blanking, in a broad sense, is the general name of the separation process, which includes cutting, blanking, punching, trimming, cutting and other processes. However, in general, the blanking process mainly refers to blanking and flushing out finished parts, and can also prepare blanks for other forming processes.
After blanking, the sheet material is divided into two parts, that is, the blanking part and the L part. If the purpose of blanking is to make a certain shape of the recoil part, then this blanking process is called blanking; If it is to make an inner hole, it is called punching.
According to the different deformation mechanism, blanking can be divided into ordinary blanking and precision blanking.
Bend
Plastic bending is one of the most common forming methods in press forming process. The effect of bending is represented by the change of curvature radius R and Angle x in the bending deformation zone
Plastic bending must first pass through the stage of elastic bending. In the "Mechanics of Materials" we already know that when the beam is flexed, the outer fibers are strained and the inner fibers are compressed. The tension and compression zones are bounded by the neutral layer, which passes through the center of gravity of the profile and has zero stress-strain.
Therefore, the degree of deformation and stress of the material completely depend on the ratio y/ρ of the distance from the fiber to the neutral layer and the radius of the neutral layer, and have nothing to do with the size of the bending Angle α. The stress and strain are greatest in the inner and outer edges of the bending deformation zone.
Stretch
Drawing forming is a processing method of drawing a plate flange into a concave die hole to form a straight wall.
The inflow of flange, with the different deformation state of the profile shape of the die hole, can be divided into three categories: (a) compressed flange inflow, (b) parallel flange inflow, (c) extended flange inflow.
Due to the different shapes and sizes of drawing parts, the stress-strain distribution of blank in the deformation process is also different. Therefore, when determining the process plan, process parameters and mold design, analysis and calculation should be carried out according to the specific situation to determine a reasonable blank size and the geometric parameters of each step, mold structure parameters and equipment models in order to obtain qualified parts.
Zhishang Steel has always been a pioneer in custom steel and special supplies, and has been recognized for its efforts in enhancing work efficiency and product quality. In addition to ISO9001:2015 certification, we also adhere to strict quality policies and proprietary procedures. If you have any questions, please contact us to provide the best type of product solution for your pre-painted, coil coating metal process, we will closely support after-sales service to ensure that your subsequent problems can be solved in a timely manner, if you have any questions, please send email to info@zhishangsteel.com, we look forward to serving you.

Zhishang Steel, specializing in domestic steel products trade, warehousing, processing and other services. The team has four service teams: Shandong Zhishang Steel Co., LTD., Shandong Zhiyiheng Trading Co., LTD., Tai 'an Zhishang Economic and Trade Co., LTD., Shandong Zhishang Steel Structure Co., LTD. Mainly engaged in steel coil, coated, stee···
▶ The King of Colored Elastomers - High-performance Copper-based Alloy Beryllium Bronze
▶ Overview of Steel Structures
▶ The application scenarios of floor deck slabs are extensive
▶ Comprehensive Analysis of ASTM 301 / JIS SUS301 Stainless Steel
▶ The grades of stainless steel
▶ what metals are in stainless steel?
▶ How is stainless steel produced?
▶ Comprehensive analysis of galvanized steel price in April 2025
▶ Galvanized steel roofing - comprehensive analysis of galvanized steel roofing
Email:info@zhishangsteel.com
Tel:+86-13964085002
Whatsapp:+86-13964085002
Phone:+86-531-88752665
Message

Copyright © 2022 Zhishang Steel Co., Ltd All Rights Reserved. XML Map


